Green sand additives
Introduction
Coal dust/Bentonite blends are used in foundries equiped with green sand moulding plants and fundamentally provide a stable sand mould as well as a good casting finish; put simply these blends are one of the key factors to enable optimal casting quality.
The blends can be produced in differing ratios - depending on customer requirements. They are characterised by their high montmorillonite content, their high thermal stability, and by their quick development of mechanical strength values.
In addition to a low water requirement and shorter mixing times, they also provide lower consumption as well as sustainable moulding sand performance with excellent stability.
Additional available additives (tailor-made to the individual needs of the customer):
- Highly volatile hydrocarbons (resins)
- Graphite
- Soda
- Starch
Other raw materials, such as inorganic additives, can be added at short notice upon request. Our service includes advice and technical support to find the best solution for your foundry.
Duisburg site
Our business partner, RST Bentonite & Minerals, a long established and traditional company located in the Port area of Duisburg, has an in-house grinding plant with an impressive grinding capacity of 10t per hour. The main & key production facility is the grinding and blending of bentonite/coal and other lustrous carbon additives. A well-equipped sand and quality laboratory ensure the continuity of raw materials and testing and checking of customer supplied sand samples.
The company has the advantage of having a 3-prong terminal, namely water/rail/road and is located at one of the best locations at Europe's largest inland port.
Key criteria of RST Bentonite & Minerals:
- Capacity 45,000 MT/a (with 2 pendulum mills)
- Production of bentonite and blends with coal as well as other additves (graphite, resin, etc.)
- 6,000 MT storage bentonite capacity
- 1,500 MT storage coal capacity
- 6 silos (incl. 1 double-chamber silo)
- Storage capacity in silos of 800 MT
- 10 MT/hour grinding capacity
- Sand and quality laboratory
- Silo and big bag packaging
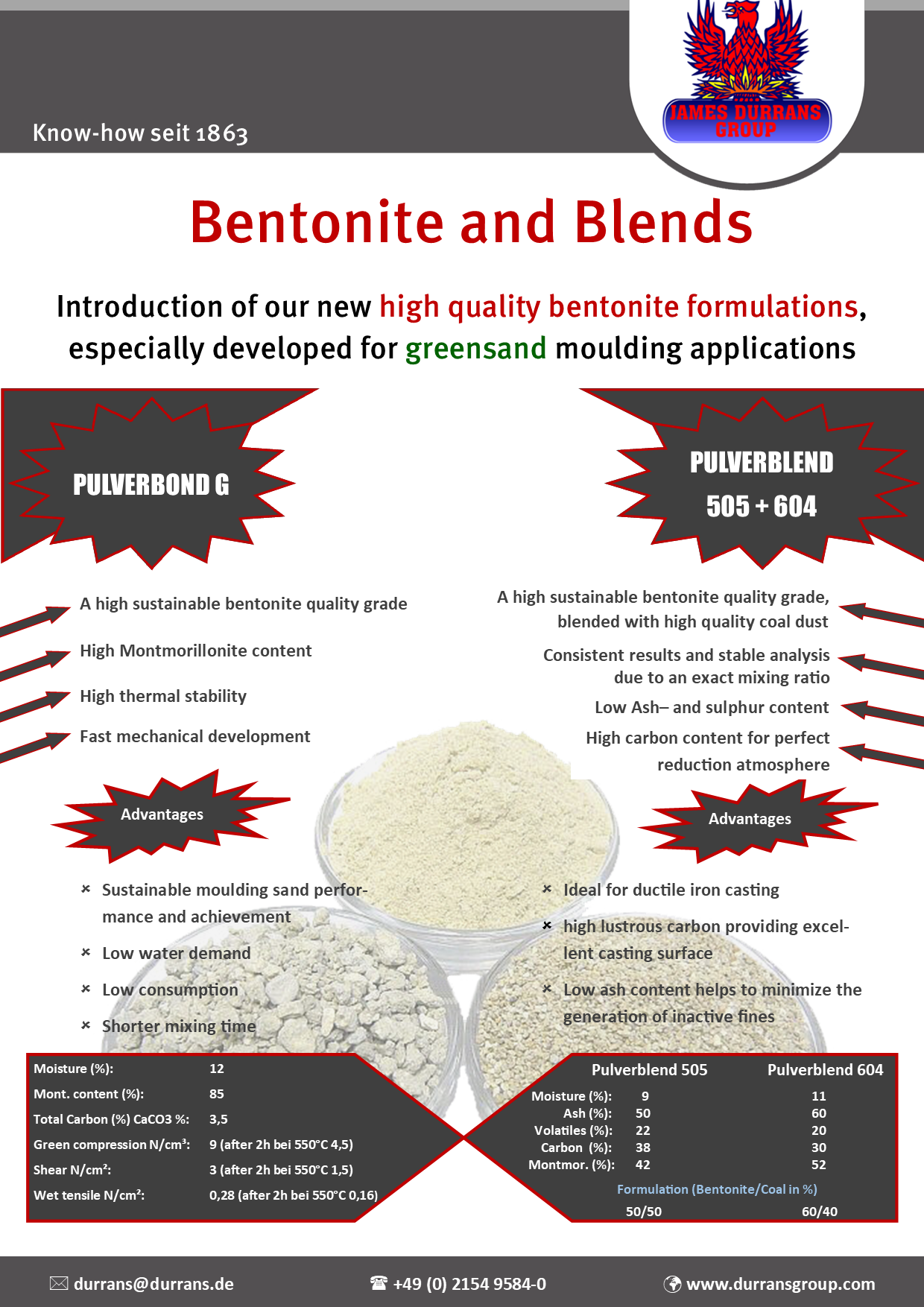
Pulverbond G
- A highly sustainable bentonite quality grade
- High Montmorillonite content
- High thermal stability
- Fast mechanical development
Advantages
- Sustainable moulding sand performance and achievement
- Low water demand
- Low consumption
- Shorter mixing times
| Pulverbond G | |
| Moisture | 12% |
| Montmorillonite content | 85% |
| Total Carbon % CaCO3 | 3.5% |
| Green compression | 9N/cm3 (after 2h at 550°C 4.5) |
| Sheer | 3N/cm2 (after 2h at 550°C 1.5) |
| Wet tensile | 0.28N/cm2 (after 2h at 550°C 0.16) |
Pulverblends
- A highly sustainable bentonite quality grade, blended with high quality coal dust
- Consistent results and stable analysis due to an exact mixing ratio
- Low ash and sulphur content
- Low ash content helps to minimise the generation of inactive fines
Advantages
- Ideal for ductile iron casting
- High lustrous carbon providing excellent casting service
- Low ash content helps to minimise the generation of inactive fines
| Pulverblend 505 | |
| Moisture | 9% |
| Ash | 50% |
| Volatiles | 22% |
| Carbon | 38% |
| Montmorillonite content | 42% |
| Formulation (Bentonite/Coal) % | 50/50 |
Coal / Bentonite / Lustrous Carbon products
Only through the know-how and technical expertise of James Durrans in the field of green sand moulding technology is it possible for us to meet the high demands of our customers. We can blend any percentage of coal dust, Bentonite and lustrous carbon formers such as Gilsonite and Pitch based products to suit the customer needs.
The James Durrans Group offers a comprehensive coal range. Due to demand and technical innovations, our product range is subject to constant upgrades. Please do not hesitate to contact us for further details.
| Typical particle distribution % retained Graded coal | 1.00 mm 16 # BSS | 0.50 mm 30 # BSS | 0.21 mm 72 # BSS | 0.15 mm 100 # BSS | 0.075 mm 200 # BSS | <0.075 mm 200 # BSS |
|---|---|---|---|---|---|---|
| 30 | 0 | 23 | 47 | 12 | 13 | 5 |
| 75 | 0 | 13 | 37 | 15 | 22 | 13 |
| 100 | 0 | 10 | 28 | 12 | 22 | 28 |
| 145 | 0 | 2 | 18 | 15 | 25 | 40 |
| 190 | 0 | 0 | 5 | 8 | 30 | 57 |
| 240 | 0 | 0 | 0 | 2 | 8 | 90 |
Coal dust is used mainly as an additive to greensand systems to create a reducing atmosphere in the mould and prevent metal penetrating into the sand leaving a smooth, clean iron casting surface. Depending on the metal type and the size of the casting normally determines the grading of coal to be used. Coarse grades are used in high pressure vertical moulding systems such as Disa units and medium and finer grades are used in horizontal plants but this varies depending on other factors such as performance, Bentonite type and sand quality.
We specialise in two main coals which have been selected for their all round properties and in particular in their low ash content and high volatile evolution. High total carbon and low sulphur complete the product suitability and both are excellent in performance.
One coal has a high swell index and many foundrymen value this property whilst others prefer the slightly higher volatile coal with no swell.
| Element | Value |
|---|---|
| Ash | 2 – 3.5 % |
| Volatile | 34 – 42 % |
| Moisture | 4 – 7 % |
| Lustrous | 8 – 12 % |
| Sulphur | 0.6 – 0.8 % |
Coal / Bentonite / Lustrous Carbon products
Ideally these products should not be mixed for efficiency reasons but for customers with limited storage or safety issues our Pulverbond range can overcome these limitations. By using air to mix these products we keep the critical coal grading while blending in standard foundry grade Bentonite and if required, Lustrous Carbon products to enhance the blends. Please find here our latest bentonite formulations.
{kind=link}
Safety considerations are important when dealing with coal and allied products and the practice as been to blend graded coal with Bentonite to ensure safer handling and no ADR transport regulations.
We can blend any percentage of graded coal, Bentonite and lustrous carbon formers such as Gilsonite and Pitch based products to suit the customer needs. A typical blend is 50:50 coal:Bentonite. If lustrous carbon products are added, this is normally 40:10:50 coal:lustrous carbon:Bentonite.
Application of graded coal
The main application for graded coal and coal/Bentonite blends is in foundry use for greensand systems. graded coal is added in conjunction with Bentonite and the purpose is to help strip clean the casting from the sand. A clean strip results from the layer of carbon deposited and the resultant castings have a clean surface free of sand related defects.